
Page 63 - Enchiridion 4.0 program_LT
P. 63
Strateginės partnerystės bendrojo ugdymo srityje projektas nr. 2019-1-PL01-KA201-065137
Mokytojas 4.0: naujos koncepcijos diegimas bendrojo ugdymo mokyklose
Spausdinimo galvutė pasiekia temperatūrą, reikalingą medžiagai iš pusplasčio pagaminti. Daugelio 3D
spausdintuvų temperatūra svyruoja nuo 190 ° C iki 220 ° C, tačiau tai priklauso nuo naudojamų kaitinimo gijų
tipo. Pusiau skysta medžiaga nelaša, nes gali būti pakankamo klampumo ir leidžia ant darbo stalo „nupiešti“
nurodytą formą.
Priklausomai nuo spausdintuvo modelio, spausdinimo galvutė juda XY plokštumoje, o papildomas modulis juda
Z ašimi arba spausdinimo galvutė juda Z plokštumoje, o papildoma XY ašyse.
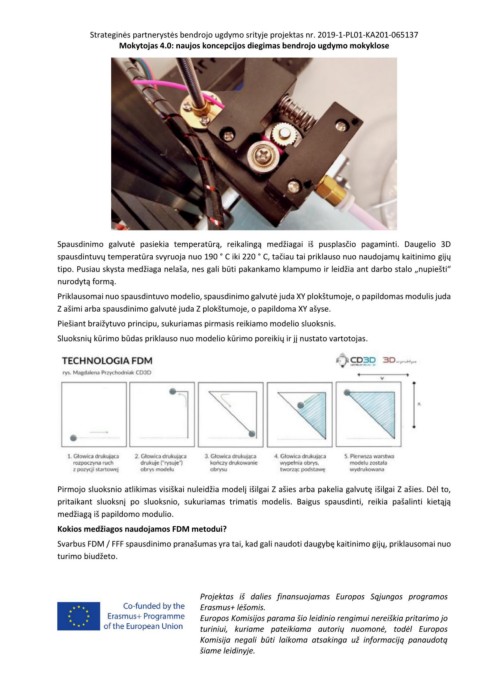
Piešiant braižytuvo principu, sukuriamas pirmasis reikiamo modelio sluoksnis.
Sluoksnių kūrimo būdas priklauso nuo modelio kūrimo poreikių ir jį nustato vartotojas.
Pirmojo sluoksnio atlikimas visiškai nuleidžia modelį išilgai Z ašies arba pakelia galvutę išilgai Z ašies. Dėl to,
pritaikant sluoksnį po sluoksnio, sukuriamas trimatis modelis. Baigus spausdinti, reikia pašalinti kietąją
medžiagą iš papildomo modulio.
Kokios medžiagos naudojamos FDM metodui?
Svarbus FDM / FFF spausdinimo pranašumas yra tai, kad gali naudoti daugybę kaitinimo gijų, priklausomai nuo
turimo biudžeto.
Projektas iš dalies finansuojamas Europos Sąjungos programos
Erasmus+ lėšomis.
Europos Komisijos parama šio leidinio rengimui nereiškia pritarimo jo
turiniui, kuriame pateikiama autorių nuomonė, todėl Europos
Komisija negali būti laikoma atsakinga už informaciją panaudotą
šiame leidinyje.